
I received and interesting comment to one of the older posts:
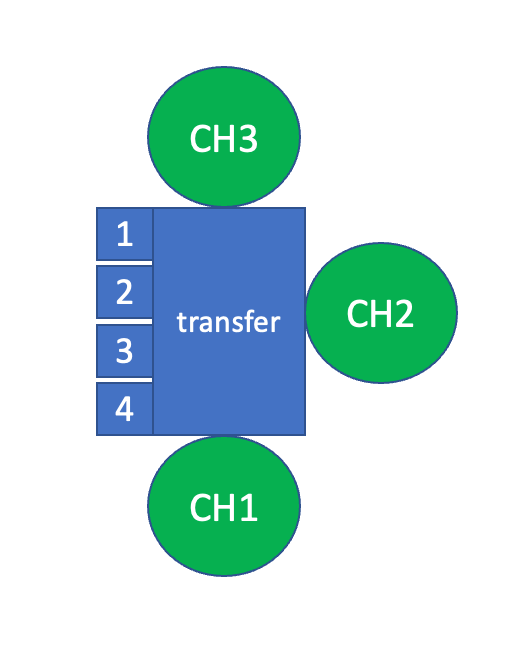
The topic is indeed very interesting. Most modern semiconductor processing equipment come with 4 load ports. Maine reason for that is to ensure the process chambers can be utilized as much as possible and do not have idle time because of exchange of lots. A simple 3 Chamber tool with 4 load ports might look like this:
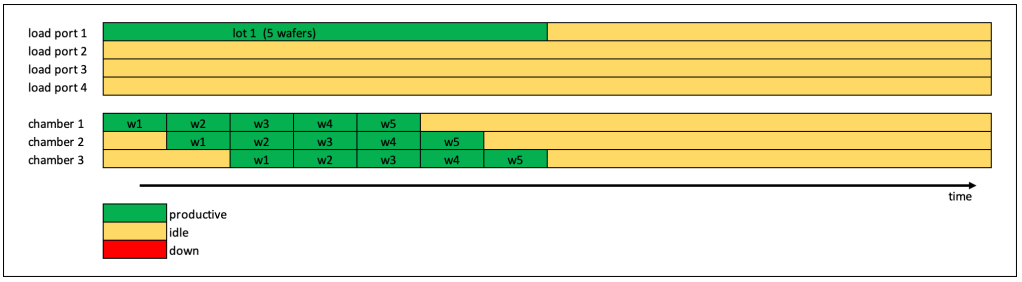
Individual wafers will be removed from the carrier on the load port and travel through the various equipment modules depending on the actual process recipe sequence. An example is shown below:

Let’s assume there are lots with 5 wafers processed on this tool. The wafer will sit in different chambers at different times. Below is a simplified example, which ignores the time a wafer spends in the transfer chamber for handling.
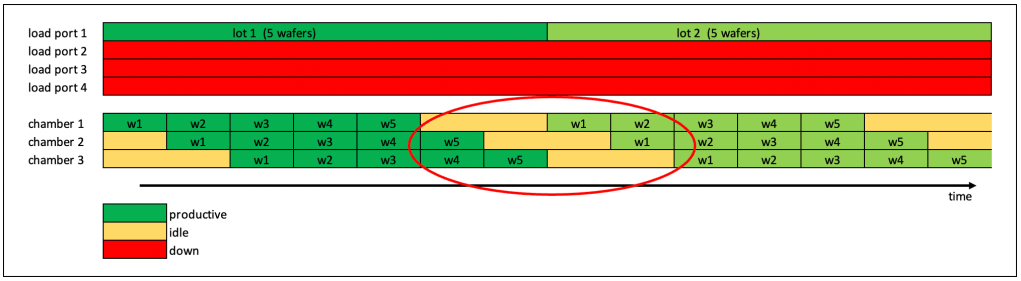
The reason why tools have more than 1 load port is illustrated in the picture below. For example: let’s assume load ports 2, 3 and 4 are down and only load port 1 can be used.
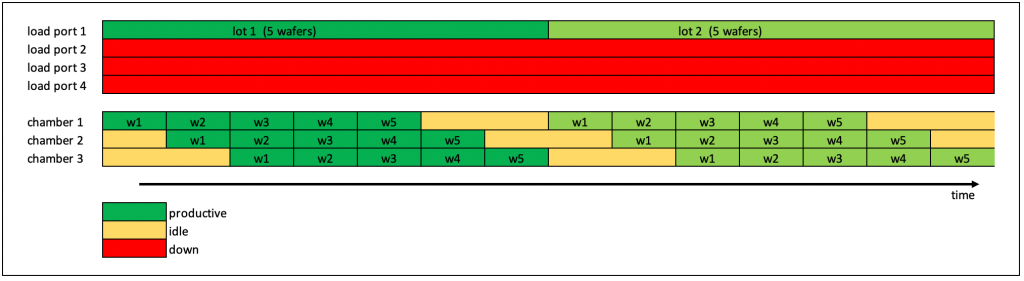
Lot 2 can only be loaded after lot 1 has finished and was unloaded from load port 1. This will lead to idle process chambers:
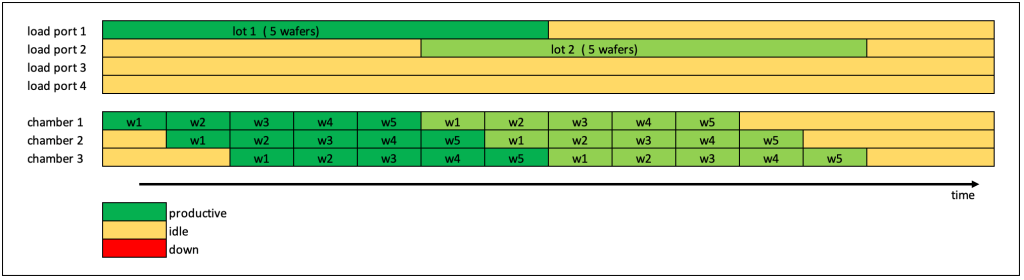
Having more than 1 load port available will allow to load the next, while the 1st lot is still processing and therefore these chamber idle times can be prevented, since the 1st wafer from lot 2 can be processed immediately after wafer 5 from lot 1:
To load lot 3 early enough – to prevent chamber idle times between lot2 and lot 3 – load port 1 is again available:
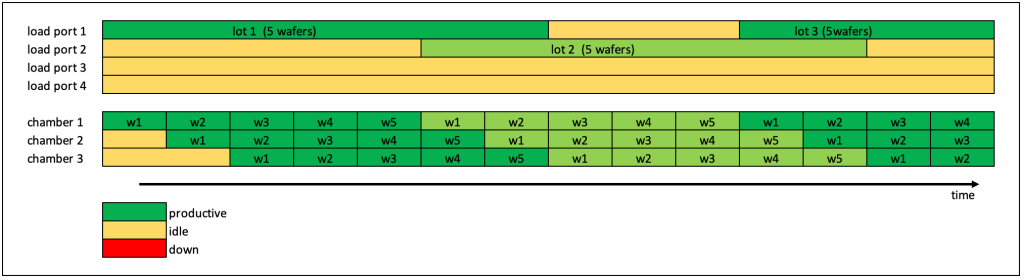
At least in the example above, 2 load ports would be more than enough to keep the process chambers busy all the time. Why do equipment vendors deliver most of the tools with 4 load ports ?
How many load ports are really needed depends on a lot of factors. In my basic example above I ignored most of them. As always the devil is in the detail, but here are some factors which influence the need for more load ports:
- number of process chambers on the tool
- process times of the individual chambers
- time a wafer spends for transfer between chambers
- wafer flow logic through the tool (serial, parallel)
- load port down times
In my experience most of the tools with lot processing times greater than 15 … 20 minutes can easily be fully utilized with 2 load ports, since there is enough time to transport the next lot to the tool, while the current lot is still processing.
But let’s go back to the comment which initiated this post:
I completely agree, that having always all load ports loaded will lead to higher wait times. Here is the theory behind that. To illustrate the effect I will use a simple FAB with 4 process steps, running on 4 different process tools. Each process tool has 4 load ports and the lot process time is 1h on each step. Lots have 25 wafers each:
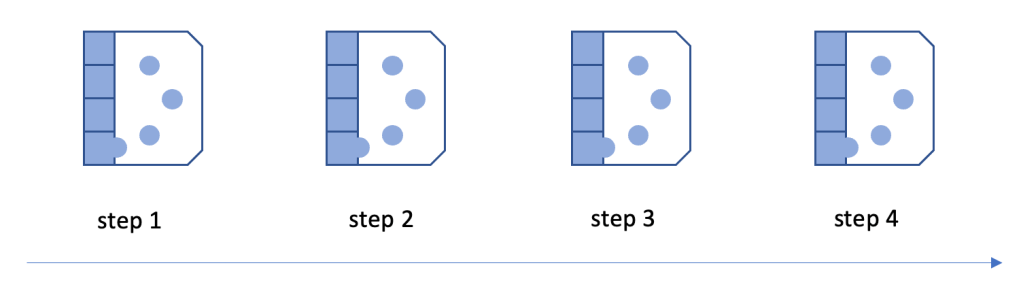
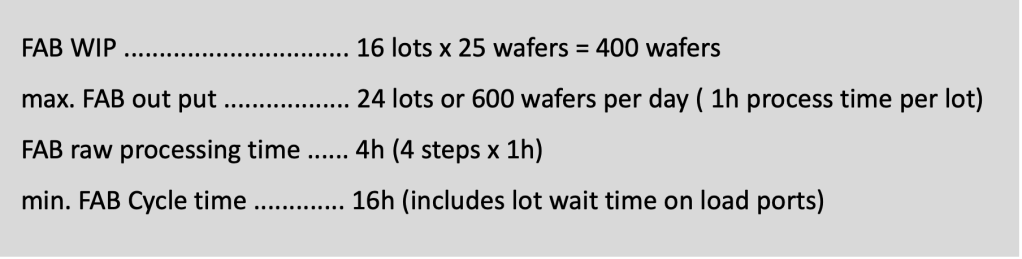
In this scenario – with all 4 load ports always loaded – these would be the factory performance data:
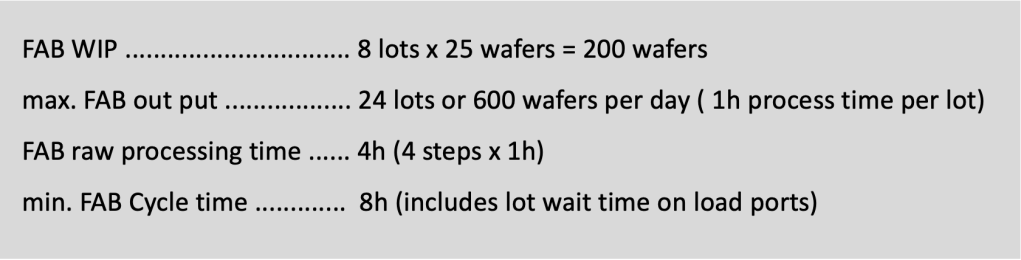
Let’s look at a second scenario, which only has WIP on 2 of the 4 load ports:
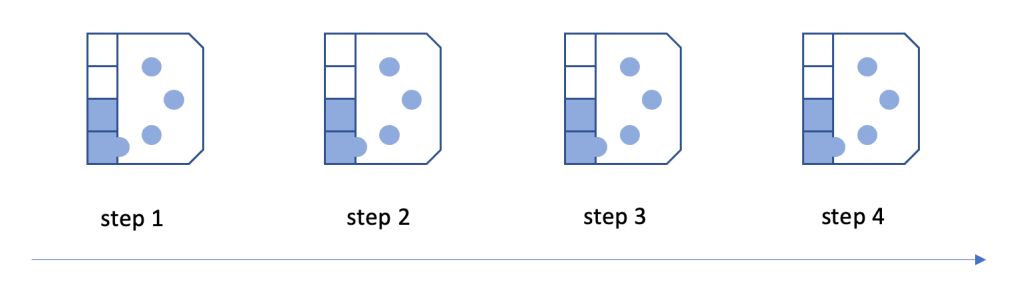
Since there is now significantly less WIP in the factory, the overall factory cycle time is much faster – at the same FAB output:
Here is my take on this: Having multiple load ports on a processing tool is for sure very beneficial since it will enable maximum possible equipment utilization. Having all tool load ports loaded with lots all the time is definitely in most cases not needed to achieve maximum factory output and clearly a sign of a relative slow factory. As a matter of fact, one can easily estimate the overall factory X factor by this logic:
Average number of lots waiting per tool equals the FAB X factor.
This ignores that lots might have different number of wafers and different processing times for different products at different steps, but if a FAB has always all 4 load ports on all tools loaded with lots and possibly 2 more lots waiting in stockers, this FAB will run not faster than an X factor of 6.
Another interesting fact is that there are a few tools (mostly with very fast processing times) where even 4 load ports are not enough to always feed the tools with wafers fast enough.
A last statement on the topic of load port utilization: I have seen in multiple cases that the manufacturing departments use load port utilization as a metric – mainly with the interpretation that idle load ports are “bad”.
I think this is driven by the general desire to have tools fully utilized and have enough WIP on the tool for the next hours, so even in case upstream tools have a problem or lot transportation is slow, the tool group of interest can still process “full steam”


