
I like to be open – I could not resist to use the trendy “chip shortage” term to generate some interest. Everything I will discuss in this post series is of course fully applicable even in times without a chip shortage.
Let’s start with the results of my last poll:
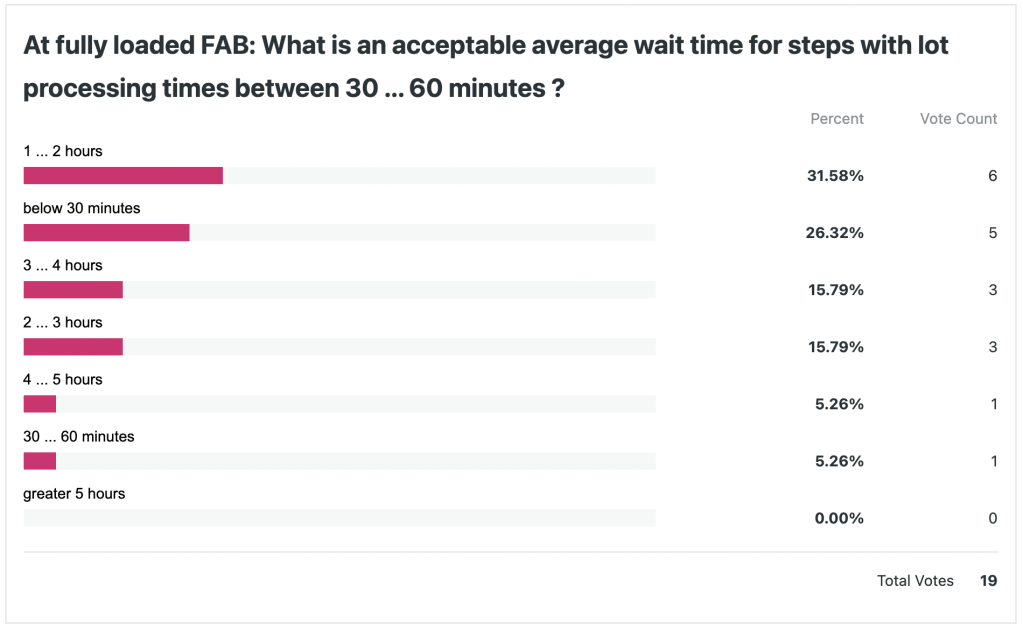
The spread of the answers is bigger than what I did expect to see, but it makes sense to some extent. Let’s chart the same data in a different way, sorted by the wait time buckets:

What this means is: For the same assumption on “fully loaded FAB” wait times between below 30 minutes and up to greater 4 hours are seen as acceptable. Let this sink in …
How does it impact FAB performance ? It will result in significant different total factory cycle times.
In order to illustrate that, let me put a few assumptions down to estimate what these wait times really mean:
- about 80% of all steps of a product flow typically fall into the category “processing time 30 – 60 min.”
- the remaining 20% of the steps are shorter or longer – let’s assume it will average out to 30- 60 min. as well
- for the estimation I set the 30 – 60 minutes range to a fixed 45 minute processing time
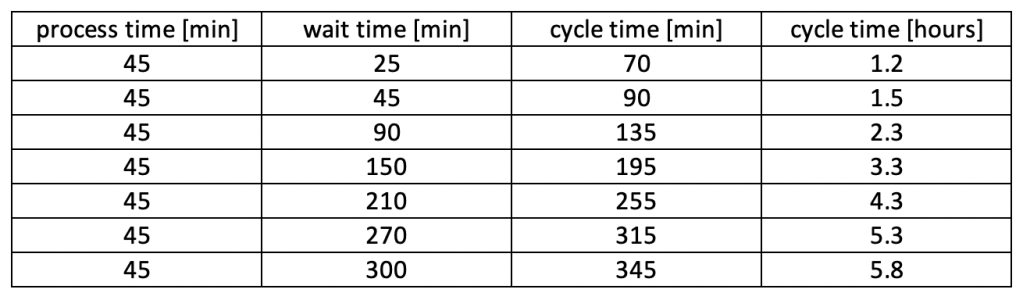
The cycle time of a single step in the product flow will be always calculated as (ignoring any lot on hold times):

Based on that we can easily calculate the cycle time of a step, given different wait times. For the wait times from my poll it would look like that:
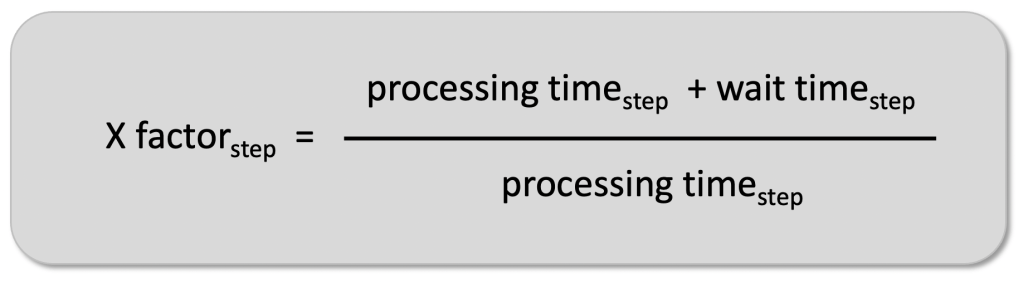
Another very common indicator to measure and compare cycle time is “X factor”.
Here is the definition of “X factor”:
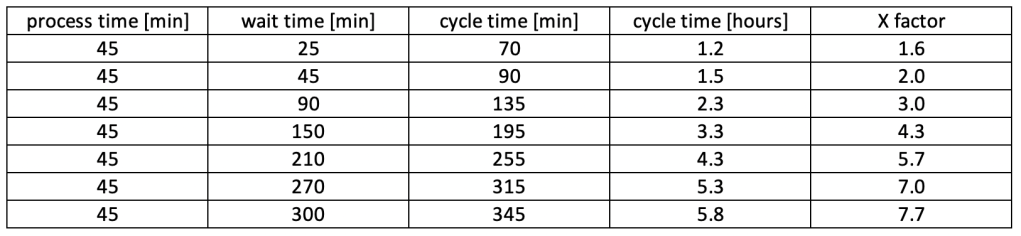
The same cycle timetable from above now including the X factor:
The true implication of the differences in what is an acceptable wait time comes to light if we scale this up to full factory level. For illustration purposes let’s assume the following FAB parameters:
- typical products have 40 mask layers
- average of 15 steps per mask layer or 40 x 15 = 600 steps in the flow
- basic assumption of 45 minutes average process time per step (as discussed above)
With these input parameters the total acceptable cycle time of this FAB would look like this:

Different factories with different “acceptable wait time” assumption would have multiple months different cycle times for the same type of product.
I’m very sure, that FAB management with actual 80 days cycle time would really love to get down to 50 or 40 days – not to talk about 30 days. The magic question is: How ?
In my next post I will start looking into that.

For what it’s worth I converted your question to x-factor target to respond, but that’s probably not typical. I look forward to your next post.
LikeLike
Yes, from planning and scheduling perspectives, “X-Factor”, or Cycle Time Indicator, is one of the key indicators to the Fab performance. Please also note the CTI, or Cycle per Layer, for memory fab snd foundry have a big gap.
LikeLike
Here’s an elementary question related to this post. Most fab tools have 3-4 load ports, and in practice, 3-4 lots load at a time, while only 1 lot runs at a time. Clearly there is value in the inventory buffer that those “extra” 2-3 lots provide, and this is why several hours is a typical wait time, increasing your X factor.
LikeLike
Hello Benjamin, thank you for your comment. You raise a very good point. I will post a bit more around load ports vs. X factor in one of the next posts !
LikeLike