
In one of the earlier blog posts (LINK) I received interesting feedback on what are “acceptable” FAB cycle times. The results showed big differences and I think this is mainly based on voters professional experience. There are a lot of factors which influence a factories capability to achieve a certain cycle time. If we assume 2 factories are running the exact same technologies and process flows – but have different actual factory cycle times – the difference will not come from the process times of the lots, but mainly from different wait times. Key drivers for wait times are:
- overall factory size (number of equipment available to run a certain step)
- overall equipment uptime and uptime stability
- M-ratio
- rework rate
- product mix
- number and lengths of queue time restricted steps in the process flow
- lot hold rate and holt times
- degree of automation of material transport
- degree of optimization in the dispatching / scheduling solution
Let’s dig into a few of them in more detail.
Factory Size
One of the biggest drivers for factory cycle time is the size of the factory itself. The key reason for this is that processing equipment does not have 100% uptime. In a very simple way: If a factory would have only 1 equipment to process a certain step and the equipment is down there is no path for the lots and they have to wait until the equipment is back up. If there is more than 1 equipment available, lots have a path to progress and there will be less waiting time. This effect can be seen very well with the help of operating curves:
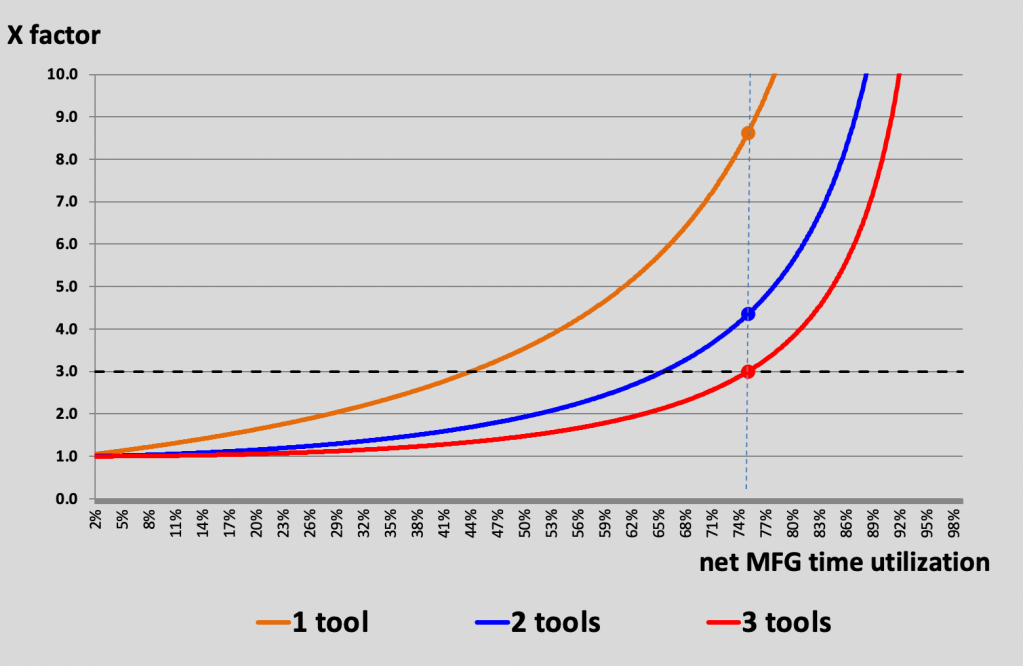
Having more than one tool available to run lots will massively reduce the average lot wait time, if all other parameters of the tools are the same. Everyone in manufacturing knows this effect and for that very reason avoids having these “one of a kind” situations.
It also can be seen, that the effect going from 2 to 3 tools is smaller than going from 1 to 2 tools. I think a golden rule in capacity planning for semiconductor FABs is: “… avoid one of a kind tools as much as possible – or plan with very low tool utilization for these situations …”
For example if there is no way around a one of a kind tool and you still need to achieve cycle times around a X-factor of 3 – in the given setting – the maximum allowed tool utilization would be 44% !

The real interesting thing here is that of course each tool set’s operating curve is shaped differently and in order to understand the impact on the total factory cycle time, one needs to know and understand the operating curves of all tool sets in the factory. A second aspect to keep in mind is: How many times will a lot come back to a tool set – since this has big impact on the factory cycle times as well.
Example: The operating curve shows a X factor of 3 and the processing time at the tool group is 1 hour, which means there will be 2 hours of average wait time for each lot. Here is the impact on the overall factory cycle time based on the numbers of passes (number of times this tool set in in the flow)

Look at the last column – the impact can be massive !
Having all these effects in mind, I think it is easy to feel “relatively safe” if a FAB has at least 3 or 4 tools available for each process step. In my opinion it is a much better situation than having 1 or 2 tools available, but often the “name plate capacity” number of tools available in a capacity planning model is one thing.
How many tools or chambers are really available (and not inhibited, temporary disqualified or for other reasons not used) is often a different picture. Also, based on my experience, typically the actual number of tools available on the floor is seldom bigger than in the capacity (and cycle time) planning model.
improvement potential: Frequently check the real available number of tools vs. your capacity plan !!!
Back to the statement “… having 3 or 4 tools available is relatively safe …” – the positive effect of having more tools is of course also there at greater number of tools. As in the picture below, a 4 tool tool set runs nicely at an X factor of 3, but look what happens to cycle time if we would have significant more tools:
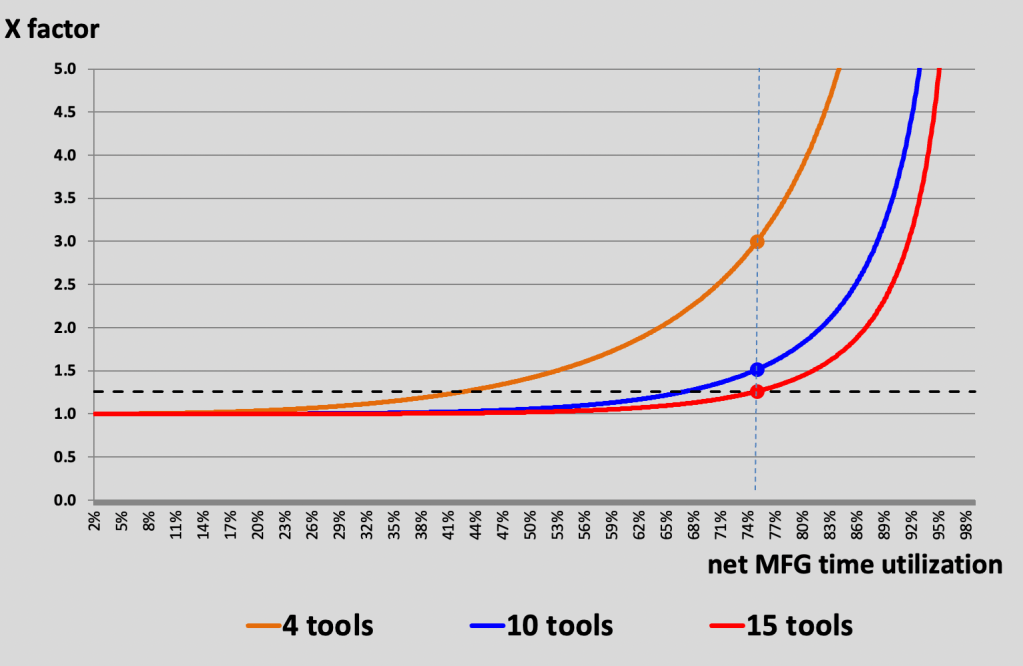
This is the real reason, why the big players in the semiconductor wafer FAB business build MEGA FABs. Having a very large number of tools in parallel allows to run at very fast FAB speeds and still utilize the expensive tools much higher. Now take into account that tool pricing also will be lower – if a FAB orders 10 tools instead of 2 or 3 – the whole thing becomes really desirable.
Of course, building a very large FAB requires a lot of upfront capital and also the expected demand needs to be big enough to fill a bigger FAB, but if you have the choice and are in doubt – always GO BIG, it will pay benefits for many years to come.
To close this post – I’m curious how the industry is dealing with the effects described above – specifically for planning purposes. In your capacity planning model: How do you define the maximum allowed tool utilization for a tool group ? I’m assuming that 100% planned utilization is not a legit assumption to avoid extremely high FAB cycle times. How is this modeled based on your experience ?

I really enjoyed reading this blog! It clearly showed how wafer size can impact production efficiency and costs. I appreciate how you explained a technical topic in such a simple way—it made it easier for someone like me to understand why “size” truly matters in wafer fabrication.
LikeLike