
Reflecting on the wide spread of acceptable wait times and therefore acceptable FAB cycle times from the poll results, I was wondering: Why do people have these different opinions. I think it has to do with the actual factory conditions, the individual voters have experienced in their professional careers.
To have fast cycle times is an obvious goal, just how fast is “good” or possible ? The expectation must be influenced by real world experience, else everyone would have voted for the “less 30 minutes” bucket.
This leads to the question: Why do different FABs have different cycle times or different X factors ?
Absolute FAB cycle times are of course depending also on the raw processing times (RPT) of the products in the factory. For example:
| RPT | wait time | cyle time | X factor | |
| Factory 1 | 10 days | 20 days | 30 days | 3 |
| Factory 2 | 20 days | 40 days | 60 days | 3 |
If just looked at the absolute cycle time – it seems that factory 2 is much slower, but in terms of how much wait time compared to the processing time (aka X factor) both factories perform similarly.
To really be able to “judge” or compare Fab speeds , cycle times or X factors need to be normalized to the overall factory loading or factory utilization. To explain why this is important I will use the picture of a 3 lane highway.
Imagine you use this highway for your daily commute to work and lets assume these basic data:
- distance from your home to work = 30 miles
- speed limit on the highway = 60 miles per hour
- you are not driving faster than the speed limit
- your “raw driving time” = “raw processing time” = 30 minutes
- the highway (the factory) is everyday the same, it has 3 lanes and a speed limit of 60 mph
Let’s try to answer this question: How long does it take to get to work?




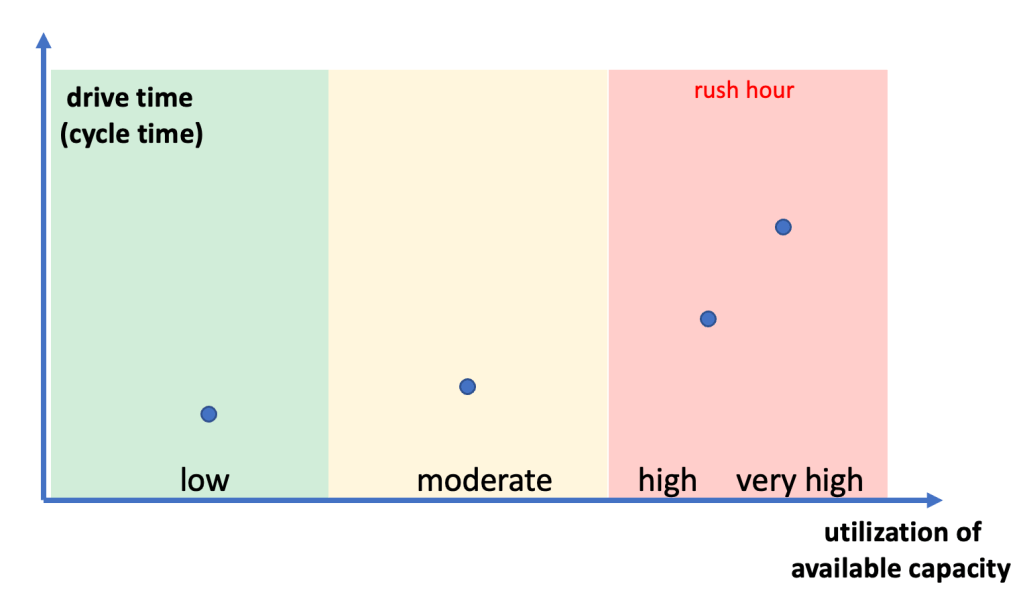
I think everybody will agree, that there will be very different driving times (cycle times) for the different days and times – all happening on the exact same highway (factory). The difference is the utilization of the highway. Now lets assume the same highway, but we throw in a lane closure – which actually means the highway has now reduced capacity:

The table below shows some assumed drive times (think cycle times):

The point of this example is, that the drive time on the highway is depended on how much the highway is utilized. Also important, the highway capacity has impact on the highway utilization and therefore on the drive time as well.
If we plot the data points in a chart it will look like this:
If we translate this picture into a semiconductor wafer FAB, there are a few interesting points to note:
- the FAB itself has a certain capacity
- the capacity of the FAB will not be stable if things like number tools, tool uptime or product mix change
- the utilization of the FAB is a result of a decision – how many wafers to start
- the very same factory can have completely different cycle times depending on the FAB utilization
I personally think this behavior, which is famously know as the operating curve, is one of the biggest challenges in the semiconductor manufacturing world (assuming that process stability and yields are under control )
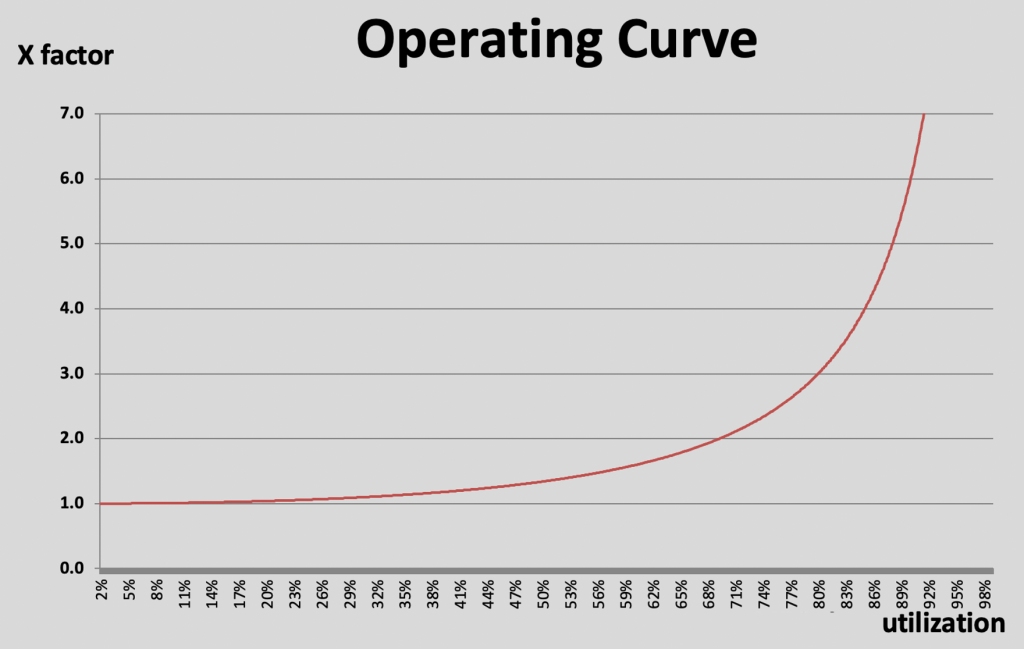
Each FAB has such a curve describing the factories ability in terms of what average cycle time can be achieved at which utilization level. Very important: the operating curve of different factories are extremely likely different (the shape of the curve)
The factory operations management team has “only” 3 tasks here:
- to know how the FABs operation curve looks like ( aka: what cycle time can be expected at which fab loading or utilization level)
- make a decision, how many wafers to start to achieve a desired cycle time and FAB output level
- execute daily operations and constantly improve the factories operating curve
To close today’s post, I like to ask again for your input. If you would be the FAB manager of the factory below, what would be your wafer starts decision – assuming you have enough orders to even start 1000 or more wafers per day ?

Results will be discussed in the next post.
